Jason Marovich a été employé comme dessinateur et opérateur CAO de 1990 à 2005 dans le domaine de l’ingénierie automobile.

La plupart des panneaux extérieurs des automobiles sont en acier. Les matrices d’emboutissage dans une ligne de production de presse sont capables de produire rapidement des pièces de qualité en grand nombre.
jasonmarovich.hubpages.com
Le langage du génie mécanique
Il y a une sorte de pseudo-langage qui s’est développé dans l’industrie de l’emboutissage des métaux. Pour le profane, qui n’a pas été éclairé sur la façon dont les pièces en tôle sont fabriquées, écouter quelqu’un en parler peut être comme écouter quelqu’un parler une langue étrangère.
Ce guide a été écrit pour aider ceux qui veulent savoir de quoi parlent les ingénieurs et les ouvriers d’usine lorsqu’ils discutent de l’emboutissage de la tôle et des machines qui effectuent les processus d’emboutissage, de formage, de coupe, de bridage, de perçage et de réamorçage de la tôle.
L’ingénierie des matrices est l’un de ces métiers qui prend des années à comprendre pleinement. Au moins une connaissance brute de la métallurgie, des systèmes de pression, de l’usinage de l’acier et de la fonte sont tous des outils que possèdent les concepteurs et les constructeurs de matrices.
La technologie informatique a donné au profane un moyen de visualiser des modèles tridimensionnels de presses à emboutir et de matrices. Ces programmes de conception virtuels sont cruciaux pour permettre aux autres de suivre une matrice à travers les différentes phases de sa conception et de sa construction. Mais, si vous n’avez aucune idée des composants que vous regardez ou à quoi ils servent, vous aurez du mal à suivre les explications de quiconque sur la machine, simplement parce que tant de noms et de mots utilisés en génie mécanique ne sont pas connus du personne qui n’a pas eu une exposition prolongée à l’industrie de l’emboutissage des métaux.
Pour une introduction encore plus basique à l’emboutissage de tôles dans l’industrie automobile, veuillez lire « Matrices d’emboutissage : une explication de base des matrices d’emboutissage de métal ». Ce guide est conçu pour aider les gens à comprendre les concepts les plus élémentaires de la façon dont une pièce automobile en tôle passe du concept à la production et agit comme une introduction pédagogique à cet article.
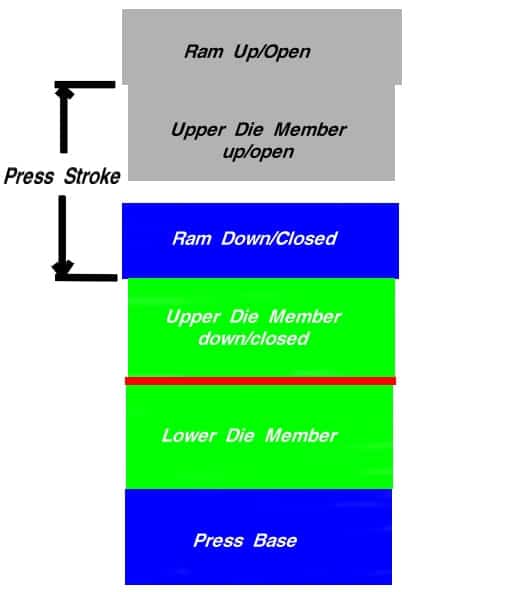
Une illustration montrant ce qu’est un coup de presse. La course de la presse est une information clé utilisée par les concepteurs pour définir une hauteur de charge partielle et détermine la taille du jeu de matrices monté sur la presse.
jasonmarovich.hubpages.com
Terminologie de base de la conception et de la fabrication des matrices
Les termes suivants sont par ordre d’utilité ; ils sont chargés d’aider quelqu’un qui ne connaît pas les types de matrices mécaniques et leur application comme outils pour fabriquer des pièces métalliques embouties.
Presse à emboutir
Il s’agit de la machine à laquelle un jeu de matrices fini se fixe. Le fond d’une presse, ou la base, est fixe. Le vérin supérieur se déplace de haut en bas et fournit la pression nécessaire pour former ou maintenir le métal sur la moitié inférieure de la matrice, qui est montée sur la base fixe. L’élément de matrice supérieur est monté sur le vérin, se déplaçant ainsi de haut en bas avec lui.
Coup de presse
Le piston d’une presse descend jusqu’à ce que l’élément de matrice supérieur soit fermé sur l’élément de matrice inférieur. Le vérin remonte alors, ouvrant la matrice et permettant de retirer la pièce finie. Un nouveau flan est ensuite placé dans le moule. Chaque cycle de montée et de descente est accompli selon les mêmes spécifications en fonction du type de presse. La distance parcourue par le vérin vers le haut ou vers le bas correspond à la course de la presse.
Les presses plus grandes ont généralement une plus grande distance de course de presse. Un autre facteur important du coup de presse est le nombre de coups par minute. Différentes presses ont des variations de vitesse différentes, et deux facteurs, la distance de course de la presse et les coups de presse par minute, sont soigneusement pris en compte avant que les ingénieurs en matrices ne commencent à travailler sur les matrices qui seront montées sur le chariot et le vérin de la presse.
Taille de matrice
Ces dimensions se réfèrent généralement aux plaques supérieure et inférieure – le reste des composants de la matrice sont montés sur. Il s’agit soit d’ensembles de matrices en acier, soit de patins en fonte. Le fer est moins cher que l’acier, donc si une grande matrice est nécessaire, elle sera plus que probablement en fer. Les jeux de matrices plus petits sont en acier et souvent vendus sous forme de jeux de matrices complets avec des broches de guidage et des fentes ou des trous de montage fournis. Les dimensions d’une matrice comprennent la taille globale (ao) de la matrice et la taille du jeu de matrices. Si un patin supérieur en fer a une épaisseur de 50 mm, une longueur de 1200 mm et une longueur de 800 mm, les dimensions ressembleraient à ceci : 50 x 1200 x 800. Les matrices coulées peuvent facilement être conçues à n’importe quelle taille, tandis que les ensembles de matrices en acier sont vendus en différentes tailles, en choisissant le à droite, on peut parfois s’avérer un défi.
Pièces moulées
Lorsqu’une décision a été prise de concevoir une matrice en fer, les parties de la matrice sont appelées pièces moulées. Cela n’inclut pas les articles standard tels que les poinçons ou les blocs de sécurité, qui sont normalement fabriqués en acier. Les pièces moulées en fonte sont des métaux non finis qui peuvent être usinés à divers endroits où une surface propre est requise (c’est-à-dire une surface de montage).
La conception de pièces moulées oblige l’ingénieur à prendre en compte le poids, la résistance des parois, la taille du noyau et le coût. Une fois qu’une conception de moulage est approuvée, elle est extraite ou séparée de la conception globale et reçoit son propre fichier informatique. Ce fichier est envoyé à une fonderie où le fer est coulé selon les spécifications exactes qui leur ont été données par la source de conception. Lorsque le fer refroidit, un crépi de la conception tridimensionnelle est prêt pour un travail ultérieur par les machinistes.
Ce détail
Ce sont normalement des moulages tirés de la conception globale, comme décrit ci-dessus. Mais, ils peuvent inclure des composants en acier. Chaque fois qu’un dessin ou un modèle 3D aidera les constructeurs à mieux voir ou comprendre une conception, une entreprise de construction peut demander des couches ou des fichiers séparés qui lui permettront d’examiner séparément n’importe quel composant majeur de la matrice. Un tampon de matrice supérieur, par exemple, serait coulé et usiné à partir d’un matériau (fichiers, plans) qui le montrait non seulement tel qu’il était fixé dans la matrice, mais aussi séparément.
Faites défiler pour continuer
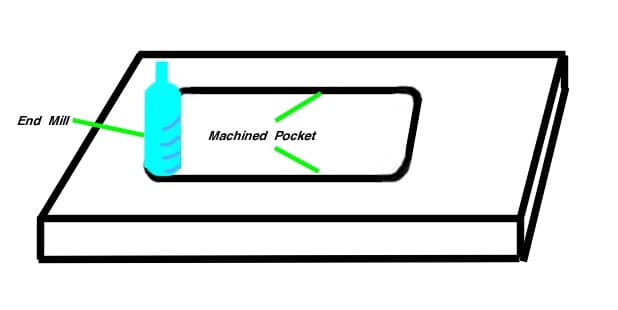
Une fraise en bout est montée sur une fraiseuse afin qu’une poche puisse être usinée, ou fraisée, dans un bloc d’acier.
jasonmarovich.hubpages.com
Fraisage et Usinage
L’acte de finition d’une surface s’appelle l’usinage. Il est souvent accompli avec un coupeur de métal tournant, appelé un moulin. Les fraiseuses peuvent être utilisées pour découper des poches dans le fer ou l’acier, créer des surfaces finies selon des spécifications strictes et suivre des chemins programmés dans son ordinateur qui leur permettent d’usiner de grandes surfaces pendant des heures sans s’arrêter.
Dans la figure ci-dessus, notez les coins arrondis de la poche en cours d’usinage. À moins qu’il n’y ait un faux-rond (un moyen pour que la trajectoire de la fraise ne soit pas obstruée lorsqu’elle est retirée ou qu’elle passe à son opération suivante), les coins seront arrondis au même rayon que la fraise. Ces outils ne peuvent pas faire de coins carrés, mais il existe des outils de gravure de fil et d’autres options pour le faire.
Conception de base
Il s’agit de la pratique que les ingénieurs concepteurs utilisent pour alléger le métal. C’est-à-dire qu’un bloc de fer solide pourrait être évidé (allégé en enlevant une partie du fer), tant qu’il ne compromet pas la résistance du fer à l’intérieur de la matrice. Les deux avantages de la conception d’une matrice avec un plan de base intelligent (souvent selon les normes de carottage fournies par l’entité qui a demandé la pièce) sont l’efficacité du coût du fer et la sensibilité au poids de la matrice.
Dessin vierge
C’est l’opération effectuée par les matrices de tirage. Ces matrices sont normalement la première ou la deuxième matrice de toute gamme de matrices. Une ébauche de tôle non formée est chargée dans la matrice et formée selon les spécifications fournies dans le fichier de données de pièce. Les matrices d’étirage utilisent la pression pour former le métal. Un tampon inférieur flottant, alimenté par un système de pression en dessous, fait partie intégrante de toute filière d’étirage. Ce tampon peut être utilisé pour former le métal contre le poinçon supérieur ou il peut être utilisé comme un « anneau » pour saisir le métal lorsque le poinçon descend et le forme.
Garniture Die
Ce type de matrice est conçu en mettant l’accent sur l’élimination du métal indésirable d’une pièce. Des matrices de découpe peuvent être mises en œuvre pour découper de grands trous, comme une ouverture de fenêtre. La coupe d’une ligne de coupe finie est parfois réalisée avec plus d’une matrice de coupe dans la gamme. Les concepteurs feront de leur mieux pour que toutes les principales opérations de rognage soient effectuées dans une seule matrice, mais parfois ce n’est tout simplement pas possible.
Il existe trois types de finition de base :
- Dégrossissage : Couper de la matière pour gagner en efficacité ou accéder à l’opération suivante, la coupe finale.
- Coupe finale : C’est l’opération où la pièce est découpée à sa forme finale.
- Garniture intérieure : Normalement plus impliqué et nécessitant un plan d’aménagement en acier de garniture, il s’agit de l’acte de découper les ouvertures situées à l’intérieur de la ligne de garniture finale.
Aciers de garniture
Ces composants en acier maniables ont une surface de montage et une lame de garniture. Les lames montées sur une matrice ou une came supérieure agissent comme le dessus d’une paire de ciseaux. Lorsqu’ils sont abattus sur le métal, ils rencontrent un acier inférieur qui agit comme la mâchoire inférieure d’une paire de ciseaux. Les aciers sont entrés légèrement dans le métal, suffisamment pour contourner son épaisseur de métal. La tôle qui tombe de la ligne de coupe après la coupe est appelée ferraille.
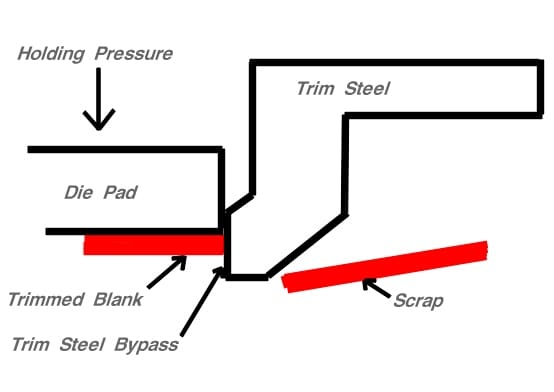
Un acier de garniture, monté finalement sur le piston supérieur d’une presse à emboutir, se déplace vers le bas jusqu’à ce qu’il contourne le flan de tôle suffisamment loin pour séparer la ferraille de la pièce souhaitée.
jasonmarovich.hubpages.com
Équipement de perçage
Lorsqu’une ouverture plus petite, comme des trous ronds ou carrés, est requise dans un panneau, un poinçon est utilisé (monté dans un dispositif de retenue de matrice, qui est, à son tour, monté sur une surface de matrice de fermeture). Ces poinçons en acier trempé peuvent être affûtés afin qu’un seul poinçon puisse survivre à toute la procédure d’emboutissage, parfois des dizaines de milliers de coups. L’équipement de perçage fait normalement référence au poinçon mâle, au bouton de matrice femelle et aux dispositifs de retenue de montage.
cette came
Il s’agit d’un dispositif mécanique (voir schéma ci-dessous) qui permet d’effectuer une opération de matrice autrement que de haut en bas. Une surface angulaire peut être usinée sur la surface d’une matrice pour accueillir un coulisseau de came, la moitié de la came qui peut en fait se déplacer de manière plus horizontale. La surface angulaire de l’entraînement de came se referme sur la surface angulaire du coulisseau de came, faisant coulisser la moitié inférieure dans une direction donnée. Un poinçon, par exemple, monté sur la face du coulisseau de came peut être poussé vers l’avant par le pilote de came afin qu’il perce un trou horizontalement dans la tôle.
De toute évidence, au fur et à mesure que ceux qui s’intéressent à la conception de matrices apprennent des processus de matrices plus avancés, ils seront exposés à de plus en plus de nouvelles terminologies. Étant donné que la fabrication de pièces nécessite l’implication de tant de personnes de différents métiers, les plus ambitieux ont la possibilité d’apprendre non seulement le vocabulaire de leur propre domaine, mais également chacun des processus complémentaires.
Un ingénieur de fabrication expérimenté comprendra le parcours d’un flan de tôle pour arriver au produit fini. La machinerie construite pour produire ces pièces passe par un processus tout aussi précieux pour l’ingénieur qui souhaite s’entretenir de la fabrication de pièces à tous les niveaux.
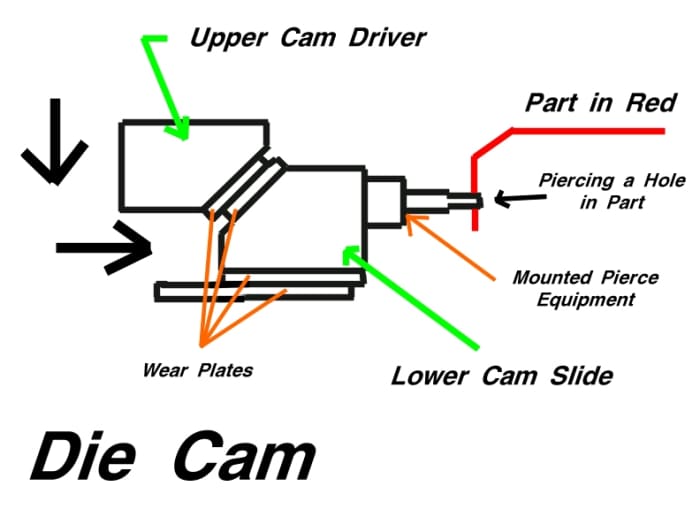
Les deux grandes flèches à gauche montrent que la partie supérieure de la matrice descend, puis sa surface angulaire vient heurter le coulisseau de came, le faisant coulisser vers la droite.
jasonmarovich.hubpages.com
Cet article est exact et fidèle au meilleur de la connaissance de l’auteur. Le contenu est uniquement à des fins d’information ou de divertissement et ne remplace pas un conseil personnel ou un conseil professionnel en matière commerciale, financière, juridique ou technique.
questions et réponses
Question: Qu’est-ce qu’un gardien « Jalicoal » ? Je n’ai aucune idée de comment l’épeler. Jolicko ?
Réponse: Le nom de l’entreprise est Jolico. Vous pouvez trouver et commander leurs blocs de gardien dans leur livre de normes.